
GOMMA SILICONICA GLS-50
La GLS-50 é una gomma siliconica liquida da usare per colata. La sua viscosità apparentemente elevata riesce però a penetrare ovunque, e a riprodurre ogni minimo dettaglio. E' adatta per costruire stampi a pozzo, cioé monovalva, di piccoli oggetti anche molto dettagliati e con forti sotto squadro, come figurini, statuine, bassorilievi, candele ecc.
Anche con alcuni accorgimenti si possono realizzare stampi bivalva o a intercapedine, per riprodurre oggetti di struttura più complessa o di maggiori dimensioni; richiedere l'opuscolo Costruzioni stampi in gomma siliconica.
Prima dell'uso, alla GLS-50 va aggiunto il 5% di catalizzatore "T-30", un liquido incolore. E' consigliabile dosare i componenti sempre in peso. Non disponendo di una bilancia di precisione per dosare le piccole quantità di catalizzatore, si può ricorrere ad una siringa graduata e dosarlo in volume: 1 cc. equivale a 1 gr. mentre la gomma, che costituisce il quantitativo maggiore va necessariamente pesata, anche perché ha un peso specifico diverso, pari a 1,2.
Riuniti i due componenti in un recipiente a tutta apertura, si amalgama con una spatola a lama stretta e allungata per circa un minuto, avendo cura di raschiare bene le pareti ed il fondo del recipiente, in modo da ottenere una miscela omogenea in tutta la massa. Mescolare lentamente onde evitare un eccessivo inglobamento di bolle d'aria. Prima di colare é bene far riposare l'impasto almeno 10 minuti per permettere la deaerazione.
Questo tipo di gomma siliconica ha un pot life molto lungo (oltre 1 ora), e ciò permette la quasi totale sbollatura dell'aria inglobata.
La vulcanizzazione completa avviene dopo circa 18 ore a 20° C. Se si vuole accelerare la reazione si può far vulcanizzare l'impasto in un ambiente alla temperatura di 30 - 40° C, o vicino ad una fonte di calore. Una reazione troppo veloce non permette la completa fuoriuscita delle bolle d'aria.
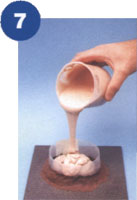
Colare la gomma siliconica direttamente sopra il modello da riprodurre, precedentemente posizionato all'interno di un contenitore.
Versare la gomma siliconica lentamente a intervalli, agendo con un pennellino in corrispondenza dei dettagli sporgenti e sotto squadri, per favorire la fuoriuscita delle bolle d'aria che tendono a formarsi in questi punti. Colmare lo stampo in modo da ricoprire abbondantemente il modello.
Per mantenere lo stampo in efficienza e allungarne la durata quando viene usato per ottenere molte copie consecutive, é consigliabile seguire questi accorgimenti: ritemprarlo, ogni 20 stampate, collocandolo in un forno per circa un'ora a 100° C onde permettere l'evaporazione dei solventi o altre sostanze assorbite dalla gomma. Inoltre si può pennellare lo stampo con olio di silicone, in modo che la gomma riseccata dall'uso riassorba il silicone che man mano ha perso.
Al termine del lavoro non occorre lavare i recipienti e le spatole imbrattate di gomma; dopo vulcanizzata si stacca facilmente dagli attrezzi, lasciando le superfici pulite e senza residui.
DISPONIBILE NELLE CONFEZIONI, COMPLETE DI CATALIZZATORE, DA 500GR E 1KG







GOMMA SILICONICA RTV -530
Gomma siliconica per poliaddizione plasmabile di consistenza scorrevole. Ha una reazione molto veloce: fa presa in 3 minuti , e dopo 5 minuti si può già staccare dal modello. Adatta per realizzare velocemente piccoli stampi, o per trarre calchi di parti del corpo, a contatto della pelle, in quanto assolutamente atossica e antiallergica. Ne risulta un vulcanizzato più rigido e con minor potere di allungamento rispetto a quello della gomma "GSP-400".
Il suo utilizzo é estremamente semplice, i due componenti sono entrambi in pasta, non si versano e non sporcano. Non occorrono bilance perché si dosano a volume in parti uguali. E' un tipo di gomma particolarmente adatta per uso didattico, e può essere utilizzata nelle scuole anche da giovani allievi.
La confezione é composta da due recipienti accoppiati: componente A pasta bianca; componente B pasta rossa. Si prelevano dai rispettivi contenitori porzioni di uguale volume, e si amalgamano con le dita fino ad ottenere una pasta di colore rosa uniforme.
Il sistema di applicazione é identico a quello della gomma plasmabile GSP-400, bisogna tener conto della velocità di reazione, e preparare piccoli impasti alla volta, altrimenti non si ha il tempo di applicarli con la dovuta cura perché iniziano ad indurire.



GOMMA SILICONICA TRASPARENTE
PER STAMPI ELASTICI ANTIADERENTI
Consente di visualizzare il modello al suo interno
La Cristal Rubber è una gomma siliconica liquida per poliaddizione. Grazie alla sua trasparenza, consente di ottenere uno stampo bivalva partendo da un'unica colata di gomma. L'oggetto risulta nitidamente visibile all'interno del blocco di gomma; ciò da la possibilità di tagliarlo in due parti con un taglierino, seguendo esattamente la linea di divisione ottimale.
La Cristal Rubber appartiene alla famiglia delle gomme per poliaddizione e vulcanizza a freddo con l'aggiunta del 10% di catalizzatore Pt-cure.
E' consigliabile dosare i componenti in peso; non disponendo di una bilancia di precisione che consente di pesare le piccole quantità di catalizzatore, si può ricorrere ad una siringa graduata e dosare in volume: 1 cc = 1 gr.
Mescolare accuratamente e lentamente i due componenti per circa 1 minuto, con una spatola a lama lunga e stretta, per non inglobare eccessive bolle d'aria, con l'accortezza di raschiare le pareti e il fondo del recipiente, in modo da ottenere una miscela omogenea in tutta la massa.
La Cristal Rubber ha un tempo di indurimento abbastanza rapido rispetto alle gomme tradizionali, inoltre questo tempo si riduce con l'aumentare della temperatura ambiente. A 20° C la fase di indurimento inizia dopo 2 ore, e vulcanizza in 6 - 8 ore, quindi bisogna fare in modo che le bolle d'aria inglobate siano fuoriuscite prima che la gomma inizi ad indurire. Per rallentare l'indurimento nelle giornate calde è sufficiente collocare lo stampo in frigo per 2-3 ore; la bassa temperatura blocca la reazione e consente alle bolle di affiorare. Non abbiate timori, la gomma è innocua, atossica e non emana odori. Quando le bolle sono fuoriuscite, si riporta lo stampo ad una temperatura di almeno 30°C per attivare il processo di vulcanizzazione.
Modalità di esecuzione:
Preparare un contenitore capace di accogliere l'oggetto da riprodurre; ottime le vaschette usa e getta in plastica o alluminio. Il contenitore deve avere dimensioni tali da superare in altezza di almeno 3 cm. il modello, e vi sia una distanza con le pareti di almeno 1 cm.
Incollare un piccolo rialzo sotto il modello da riprodurre, questo servirà a creare il canale di colata. Fissare il tutto con della cera o plastilina sul fondo del contenitore.
Non occorre trattare il pezzo da riprodurre con alcun distaccante, la gomma è antiaderente.
Preparare una miscela di gomma necessaria a colmare il contenitore e versarla lentamente. Le bolle d'aria presenti nella massa tendono a salire lentamente verso l'alto. Occorre fare attenzione che non ne rimanga qualcuna impigliata nelle sporgenze e dettagli del modello. Queste vanno eliminate passando un pennellino man mano che si versa la gomma. Per i casi più difficili talvolta si rende necessario collocare lo stampo sotto una campana a vuoto.
Qualora si debba riprodurre un oggetto a tutto tondo, senza piedistallo, procedere nel seguente modo: Valutare la capienza del contenitore; preparare una piccola miscela di gomma e versarla nel contenitore in modo da ottenere uno strato di circa 1 cm.
Attendere che questo abbia raggiunto una buona consistenza prima di appoggiarvi il modello. Attenzione: se l'oggetto è leggero e tende a galleggiare bisogna posizionarlo quando la gomma è ancora appiccicosa, e attendere che sia completamente vulcanizzata prima di procedere. In questo modo la gomma riesce a trattenerlo ed evitare che galleggi.
Dopodiché preparare la miscela necessaria a colmare il contenitore e versarla lentamente con gli accorgimenti di cui sopra.
Dopo la vulcanizzazione si estrae il blocco di gomma dal contenitore, e si stabilisce la linea lungo la quale tagliare il blocco per ottenere le due valve. Per gli stampi a tutto tondo, si dovrà poi incidere i canali di colata e sfoghi d'aria nei punti opportuni.




